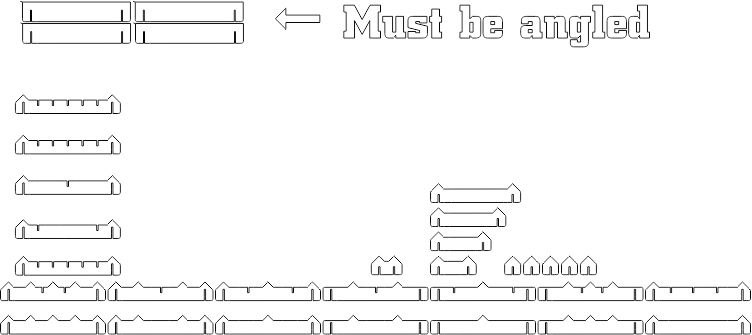
Here is a little something I did 2 or 3 years ago to help keep tip ups from causing so many problems. Everything is 16Ga hrs or crs. SS would work but be expensive. I cut the pieces from the scrap between whatever I was doing. After a little while you can have sections of the table filled with these little buggers and if you cut smaller things there it helps keep problems down. It is a pcm because it only applies to PlasmaCam or Samson systems.
George
gratepoint system.pcm
You currently do not have access to download this file. To gain download access for DXF, SVG & other files Click Here
I haven't used them much lately because I have been doing fairly large pieces of production work. When I need them, I cut what I need from drop that is lying around. They end up at the scrapyard.
George
grid junk.jpg
You currently do not have access to download this file. To gain download access for DXF, SVG & other files Click Here
hey george that is accually a great idea.... in fact that is kinda what i need to fill the void over the modified slats for tubes that i designed ..........thanks
Brian
I've thought of all kinds of stuff to do to the table. A few of my ideas worked. Most didn't. I'm still trying to figure out how to elevate the rails and gantry. It's a bit harder than the PlasmaCam table. I think we just helped each other more than we yet know. Thanks.
I've been using 16Ga (I think it's .058) which I set the offset to .018 with a fine cut nozzle. I don't know what the offset would be with a regular 40 amp nozzle. I would lower the offset a few (1 or 2) thousanths at a time and cut a couple of parts and see how they slot together. It doesn't hurt to make the slot a tad large (but not too much) because the slots keep the parts upright.
thanks George ,I am using pretty small tips so I went to .018 in the offset, and that made it almost perfect
that being said, 16 ga according the steel chart is 1/16,.0625 or 1.5875mm... 17 ga is closer to .058 at .05625..
but we know most sheet steel will have some thin spots and thick spots...
16 Ga is supposed to be 1/16 but with the Chinese steel that is imported these days, it usually isn't. There is a rolling mill about 3 miles from my house but I can't get their steel. I have to take what I can get and I can't afford a roll of it. I think the last I bought as 16 ga was .058. I know it's supposed to be .063 (.0625). That's just the way things go.
George may I ask what your getting for your metal. How much does it cost you to buy it. For me I have been buying 11ga for $162.00 a sheet. 10 x 5 and 16ga $62.00 a sheet 10 x 4
I buy 16 Ga HRS 5 sheets of 4x8 at a time for $209.55. I don't buy much 11 gauge but it was $72 for a 4x8 the last time I did. Stainless 16 Ga I paid about $200 for a 4x8. I buy 4x8 sheets because 80 pounds is about all I want to try to handle by myself. I get help to put it on the table when I have to handle 11 Ga. Brass and aluminum, I usually make the customer supply. I don't do enough to warrant keeping a supply on hand.
I do work for several small shops, a couple of artists and an inventor around the Birmingham area. 1 of's and 2 of's. If it is heavy gauge (I have cut table legs out of 3/4) I have the customer supply the metal and I cut by the inch. 15 to 25 cents per inch. I've been told that I don't charge enough but I make enough to keep myself under a roof and I can afford a beer when I want one.
If I am doing 16 Ga artwork I sell it for $20 a sq ft if it is something I have already done. Custom designs (things like names on stands for desktops or adding names to designs I already have) I charge a little more for. That comes out to a little over $600 for a $43 sheet. My production work is different. I try to get $400 out of a sheet when I am cutting several sheets of one design. I can sometimes get more with proper nesting. For rush jobs (less than 1 week lead time) I use a simple formula. I figure what it would cost regularly and double it. I seldom have to paint anything. I sell the artwork bare metal so the customer can paint it any colors they want. I tried painting it but it takes too long and I tell the people that I'm saving them money because they can get paint at Wal-mart for $5 and I'd have to charge them $20 or more a piece for painting. The production work is covered with Di-Noc by the customers.
Normally, I use about 5 sheets of 16 Ga per week. With Christmas coming up, I'll go through more from now until about Dec 15. I seldom work a full 8 hours because I am old, tired, crippled and lazy.
I hope this answered your questions. I got a little long fingered. It would be long winded if I was talking.
Well thank you for the info. It was a little more than what I want to know. I should start adding paint cost to the stuff I make. But I dont. I have have been charging $20.00 dollar for a 12 x 12 pc for 16ga I try to get 25 0r 27. for 11ga 12 x 12. It looks to me that what you pay for metal is a little cheapper than what I get. I use hot rolled metal on my Machine. Never used cold rolled metal on my table. I would cut stainless but they want way to much money for it. The last time I checked on stainless it was .250 was $1200.00 for a 5 x 10 sheet. 11ga was $700.00 for a 5 x 10 sheet and 16 ga was $400.00 a 5 x 10 a sheet.
on my samson I only use CRS for 16 gauge. Everything else we use HRS. I seem to get a lot of warping with HRS so I stuck to CRS. Plus in the end I like out product better. But that is just me. Nice price though on the HRS 16ga. $43 for a 4x8 seem pretty good.
I have toyed with different ideas for a grate, to replace the PlasmaCam design that lets so much stuff fall through. I believe I have come u with a design that will be easy to build, and relatively cheap to maintain.
Perhaps this Spring or Summer, I will build a prototype grate as a first generation test unit. I'll probably fill 1/2 of my Samson 510 with the inset, to see how it behaves. Right now, I am not doing ANY cutting, because I just can't get motivated.